
„CAPA”… termin ten jest często używany w sektorach medycznym, lotniczym i motoryzacyjnym i stanowi podstawowy element Systemu Zarządzania Jakością (SZJ). CAPA jest akronimem od angielskich słów, które oznaczają „Działanie korygujące, działanie zapobiegawcze”. CAPA składa się z działań, które początkowo eliminują obawy lub niezgodności poprzez tymczasowe środki zaradcze, a na późniejszym etapie trwale poprzez zmiany w procesie i/lub projekcie. W tym artykule omówimy podstawy CAPA, przykłady z życia wzięte i kilka typowych błędów, które mogą uniemożliwić skuteczne działania CAPA.
CAPA – co to znaczy?
CAPA działania korygujące – działania zapobiegawcze to systematyczne podejście stosowane przez organizacje w celu identyfikowania, badania i rozwiązywania problemów lub rozbieżności w procesach, produktach lub usługach.
• Działania naprawcze (CA) skupiają się na rozwiązaniu istniejących problemów, odchyleń lub niezgodności, które już wystąpiły. Polega na badaniu pierwotnych przyczyn problemów i wdrażaniu rozwiązań zapobiegających ich ponownemu wystąpieniu.
• Działania Zapobiegawcze (PA) mają na celu proaktywną identyfikację i eliminację potencjalnych źródeł problemów, zanim one wystąpią. Obejmują ocenę ryzyka, analizę procesów i wdrażanie środków zapobiegających problemom w przyszłości.
CAPA działania – kiedy się stosuje?
Kiedy pojawia się problem lub niepożądana sytuacja, CAPA jest używana, aby zapobiec ponownemu wystąpieniu problemu. W kontekście produkcji samochodów wątpliwości może zgłosić Klient końcowy (właściciel pojazdu), producent OEM (producent pojazdu) lub w ramach łańcucha dostaw (producent komponentów).
CAPA działania są stosowane na wszystkich etapach cyklu życia produktu, jeśli chodzi o APQP, fazy od 1 do 5.
Poniżej znajdują się przykłady sytuacji, które regularnie pojawiają się w branży motoryzacyjnej:
1. Przykład – wycofanie produktu z rynku, w przypadku którego kilka tysięcy pojazdów ma problem z bezpieczeństwem, taki jak zacinający się pedał przyspieszenia (Toyota, Tesla…).
2. Przykład – Reklamacja klienta w ramach gwarancji, dotycząca ekranu nawigacji, który działa sporadycznie (losowo się wyłącza).
3. Przykład – producent OEM wykrył problem z dopasowaniem kolorów (niedopasowanie koloru drzwi do klamki) w swoich pojazdach w końcowym punkcie kontroli przed wysyłką do klientów.
4. Przykład – Dostawca wyprodukował reflektory, które wymiarowo różnią się od specyfikacji rysunku technicznego.
Hierarchia CAPA
Zacznijmy od podstaw definicji tego terminu:
Hierarchia CAPA pomaga badaczom wybrać środki zaradcze, które skutecznie zapobiegają ponownemu wystąpieniu pierwotnego problemu.

Eliminacja
Eliminacja jest najskuteczniejszym podejściem do ponownego wystąpienia i zapobiegnie odchyleniom, obawom i problemom.
Wdrażaj urządzenia Poka-Yoke, na przykład zmiany konstrukcyjne produktu, lub dodawaj urządzenia do procesu, w którym produkty niepotwierdzające nie mogą zostać przeniesione do następnego etapu produkcyjnego.
Wymiana
Ta kategoria dotyczy zastąpienia bieżącego procesu lub sprzętu bardziej niezawodnymi alternatywami. Poprawa niezawodności procesów i sprzętu zmniejsza prawdopodobieństwo problemów i niezgodności.
Ułatwienie
Uproszczenie procesu w realizacji zmniejsza prawdopodobieństwo popełnienia błędów. Można to osiągnąć poprzez wdrożenie pomocy wizualnych, kodowania kolorami i numerów części po lewej/prawej stronie, dzięki czemu łatwiej jest rozpoznać problemy.
Detekcja
Poprawa możliwości wykrywania jest podstawowym aspektem skutecznych działań CAPA. Udoskonalając systemy monitorowania i wprowadzając w tym procesie bardziej wydajne czujniki, organizacje mogą identyfikować problemy i podejmować działania naprawcze, zanim doprowadzą one do poważnej eskalacji.
Łagodzenie
Najsłabszym i najmniej skutecznym działaniem CAPA jest łagodzenie, która polega na ograniczaniu skutków błędów i niezgodności. Środki łagodzące zazwyczaj obejmują sortowanie, przeróbki lub rozwiązania tymczasowe.
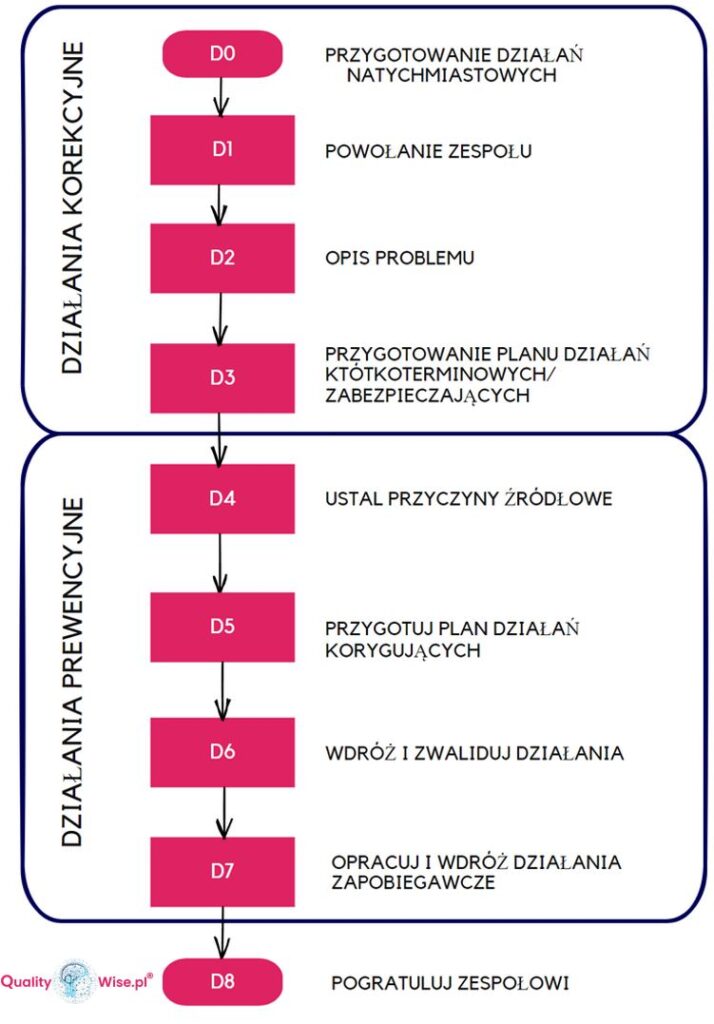
CAPA i osiem dyscyplin
Powszechną standardową praktyką branży motoryzacyjnej przy konstruowaniu CAPA jest wykorzystanie Ośmiu Dyscyplin Rozwiązywania Problemów lub lepiej znanych jako 8D. Osiem kroków to:
Błędy CAPA
Dochodzenia i działania CAPA mogą okazać się niewystarczające pod względem skuteczności w rozwiązaniu problemu. Konkretne przestrzeganie pozwala na szybką identyfikację problemów, ich ograniczenie i przeciwdziałanie w stosunkowo krótkim czasie.
Poniżej przedstawiono kilka typowych błędów:
• Brak dochodzenia.
• Nie zidentyfikowano pierwotnej przyczyny.
• Brak odpowiednich trendów.
• Pierwotna przyczyna nie została usunięta.
• Brak terminowości.
• Objaw jest prawidłowy, a nie pierwotna przyczyna.
• Brak działań natychmiastowych.
• Źle przeprowadzona weryfikacja działań prewencyjnych.
• Brak solidnych działań prewencyjnych.
• „Błąd operatora/ludzki” jako podstawowa przyczyna.
Rozpoznanie tych typowych błędów w procesie CAPA pomoże zapobiec stronniczości i niewłaściwemu wdrażaniu rozwiązań problemów.
CAPA działania w związku z wymaganiami SZJ
Działalność CAPA jest ściśle powiązana z normą ISO 9001:2015 dotyczącą wymagań Systemu Zarządzania Jakością, a także ze standardem IATF 16949.
Punktem wyjścia w przypadku wymagań jest punkt 10.2.1 Reakcja na niezgodności, który stwierdza:
W przypadku wystąpienia niezgodności, w tym wynikającej z reklamacji, organizacja powinna:
a) zareagować na niezgodność i, w stosownych przypadkach:
1. podjąć działania mające na celu jego kontrolę i skorygowanie;
2. poradzić sobie z konsekwencjami;
b) ocenić potrzebę podjęcia działań w celu wyeliminowania przyczyny(przyczyn) niezgodności, aby nie powtórzyła się ona lub nie wystąpiła gdzie indziej, poprzez:
1. przegląd i analiza niezgodności;
2. ustalenie przyczyn niezgodności;
3. ustalenie, czy podobne niezgodności istnieją lub mogą potencjalnie wystąpić;
c) wdrożyć wszelkie niezbędne działania;
d) dokonać przeglądu skuteczności wszelkich podjętych działań naprawczych;
e) w razie potrzeby zaktualizować ryzyka i szanse określone podczas planowania;
f) w razie potrzeby dokonać zmian w systemie zarządzania jakością.
Działania korygujące powinny być odpowiednie do skutków napotkanych niezgodności.
Pamiętaj, zgodnie z punktem 10.2.2, aby zachować udokumentowane informacje o działaniach korygujących jako dowód charakteru niezgodności, podjętych działań i wyników działań korygujących.
Jednakże w wymaganiach motoryzacyjnego Systemu Zarządzania Jakością według IATF 16949:2016 możemy powiązać dwa bardzo ważne punkty:
10.2.3 Rozwiązywanie problemów
„Organizacja powinna posiadać udokumentowane procesy rozwiązywania problemów, które zapobiegają ich ponownemu wystąpieniu, w tym:
a) zdefiniowane podejście do różnych rodzajów i skali problemów (…);
b) działania ograniczające skutki wad, działania tymczasowe oraz działania powiązane, niezbędne do nadzorowania niezgodnych wyników (…);
c) analizę przyczyn źródłowych, używane metody, analizy i wyniki;
d) wdrożenie systemowych działań korygujących, uwzględniając wpływ na podobne procesy i wyroby;
e) weryfikację skuteczności wdrożonych działań korygujących;
f) przegląd i, jeżeli to konieczne, aktualizację odpowiedniej udokumentowanej informacji (np. FMEA procesu, plan kontroli). (…)”
10.2.6 Reklamacje klienta i analiza zwrotów z rynku
„Organizacja powinna przeprowadzać analizę reklamacji klienta i zwrotów z rynku, uwzględniając każdą zwróconą część. Powinna także inicjować rozwiązywanie problemów i działania korygujące w celu zapobiegania ponownemu ich wystąpieniu. (…)”
Posłuchaj podcastu
Podsumujmy
W artykule podkreślono znaczenie weryfikacji efektywności realizowanych działań. Również w jaki sposób udokumentować cały proces CAPA w celu zapewnienia identyfikowalności i ciągłego doskonalenia. Podkreśla, że CAPA należy postrzegać jako cykl ciągły. Pętle informacji zwrotnej są ważne, ponieważ umożliwiają włączenie zdobytych doświadczeń dla przyszłych aktywności.
CAPA ma ogromne znaczenie w zapewnianiu jakości produktów i satysfakcji klientów w organizacjach. Służy jako cenne źródło informacji dla profesjonalistów pragnących wdrożyć lub ulepszyć procesy CAPA w swoich dziedzinach.
Chcesz dowiedzieć się więcej?
Zapraszamy na szkolenie problem solving organizowane przez Qualitywise, gdzie w szczegółach poznasz metody pracy z rozwiązywaniem problemów. Zapytaj o najbliższy termin lub inne interesujące cię szkolenie.

Jeśli artykuł Cię zainteresował, zapisz się do newslettera!
Dziękuję za Twoją obecność.
PS. Dołącz do grupy na Facebooku, w której możesz zadawać pytania i uzyskać pomoc w kwestiach zarządzania jakością: ISO 9001 & IATF 16949 QualityWise Group.
Dla osób chcących dowiedzieć się więcej:
IATF 16949:2016, Wymagania wobec systemów zarządzania jakością w produkcji seryjnej oraz produkcji części zamiennych w przemyśle motoryzacyjnym, wydanie 1, 2016
Wszystkie treści zawarte na stronie qualitywise.pl są prywatną interpretacją ogólnie dostępnych informacji. Jakakolwiek zbieżność opisanych sytuacji z osobami, organizacjami, firmami jest przypadkowa. Treści przedstawione na stronie qualitywise.pl nie prezentują poglądów jakichkolwiek firm czy też instytucji.